在全球積極應對氣候變化、推動綠色可持續發展的背景下,中國提出的“碳達峰、碳中和”目標(簡稱“雙碳”目標)已成為國家戰略的核心組成部分。實現這一宏偉藍圖,離不開各行各業的數字化轉型與能效革命。其中,物聯網技術以其強大的數據感知、傳輸與分析能力,正成為推動節能減排、優化資源管理的關鍵力量。而作為物聯網體系的“神經末梢”,物聯網終端設備本身的設計理念——特別是向低功耗、精準檢測和超長待機方向的演進——不僅是技術進步的體現,更是直接賦能“雙碳”目標實現的重要基石。
一、 核心設計原則:與“雙碳”同頻共振
1. 低功耗設計:從源頭減少碳排放
物聯網設備數量龐大,預計未來將達數百億級。若每個設備都能耗過高,其生產、運行乃至廢棄處理過程本身就會成為巨大的碳源。因此,低功耗設計是物聯網助力“雙碳”的第一要義。
- 硬件層面:采用先進的低功耗芯片(如ARM Cortex-M系列)、電源管理單元(PMIC),優化電路設計,減少靜態與動態功耗。
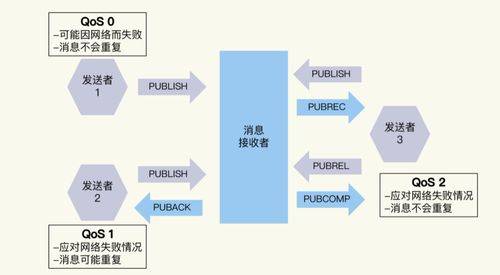
- 軟件與通信層面:設計智能休眠與喚醒機制(如間歇工作、事件驅動),采用低功耗廣域網協議(如LoRa、NB-IoT),在保證連接性的前提下極大降低通信能耗。
- 能量收集技術:集成太陽能、振動能、溫差能等環境能量收集模塊,實現部分或完全的自供能,進一步減少對外部電網的依賴和碳排放。
2. 精準檢測:為碳管理提供可靠“數據燃料”
“沒有測量,就沒有管理”。實現精準的碳排放監測、能源消耗審計和環境質量感知,依賴于前端傳感器的精確性與可靠性。
- 高精度傳感器:集成溫度、濕度、光照、氣體成分(如CO?)、電流、電壓等多種高精度、低漂移的傳感器,確保采集數據的準確性。
- 邊緣智能:在設備端集成輕量級AI算法,進行本地數據預處理、異常檢測和特征提取,只上傳有價值的信息,減少無效數據傳輸帶來的能耗,并提升監測的實時性與智能化水平。
- 多傳感器融合:通過融合多種傳感器數據,交叉驗證,提升對復雜環境或過程(如工業排放、建筑能耗)監測的整體精度與魯棒性。
3. 超長待機:降低全生命周期碳成本
超長待機能力直接延長了設備的使用壽命,減少了因頻繁更換電池或設備帶來的資源消耗、廢棄物產生以及維護過程中的間接排放。
- 電池技術革新:采用高能量密度電池(如鋰亞硫酰氯電池),并結合上述低功耗設計,使設備在單次供電下可持續工作數年甚至十年。
- 維護成本最小化:超長待機意味著更少的現場維護次數,降低了人力、交通相關的碳排放,尤其適用于部署在偏遠、惡劣或大規模場景中的設備。
- 設計耐久性:從材料選擇、封裝工藝到環境適應性設計,全面提升設備的物理耐久性,使其與長續航的電氣特性相匹配,實現全生命周期的高效與低碳。
二、 賦能“雙碳”目標的典型應用場景
基于以上設計理念的物聯網設備,正在多個關鍵領域發揮減排增效的作用:
- 智慧能源:在電網中部署數百萬計的智能電表與線路監測終端,實現用電數據的精準采集、線損分析與需求側響應,優化電力調度,促進可再生能源消納。
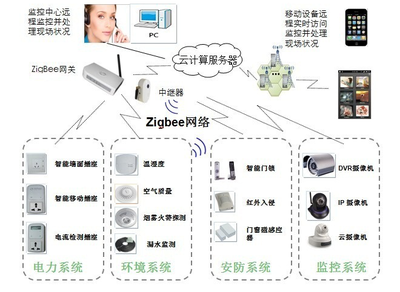
- 智能建筑與家居:通過遍布樓宇的溫濕度、光照、人體存在傳感器,聯動空調、照明等系統,實現按需供能,顯著降低建筑運行能耗(約占社會總能耗的1/3)。
- 工業互聯網:在工廠部署設備狀態監測、工藝參數感知節點,實現預測性維護、生產流程優化,提升能源與原材料使用效率,從源頭減少工業碳排放。
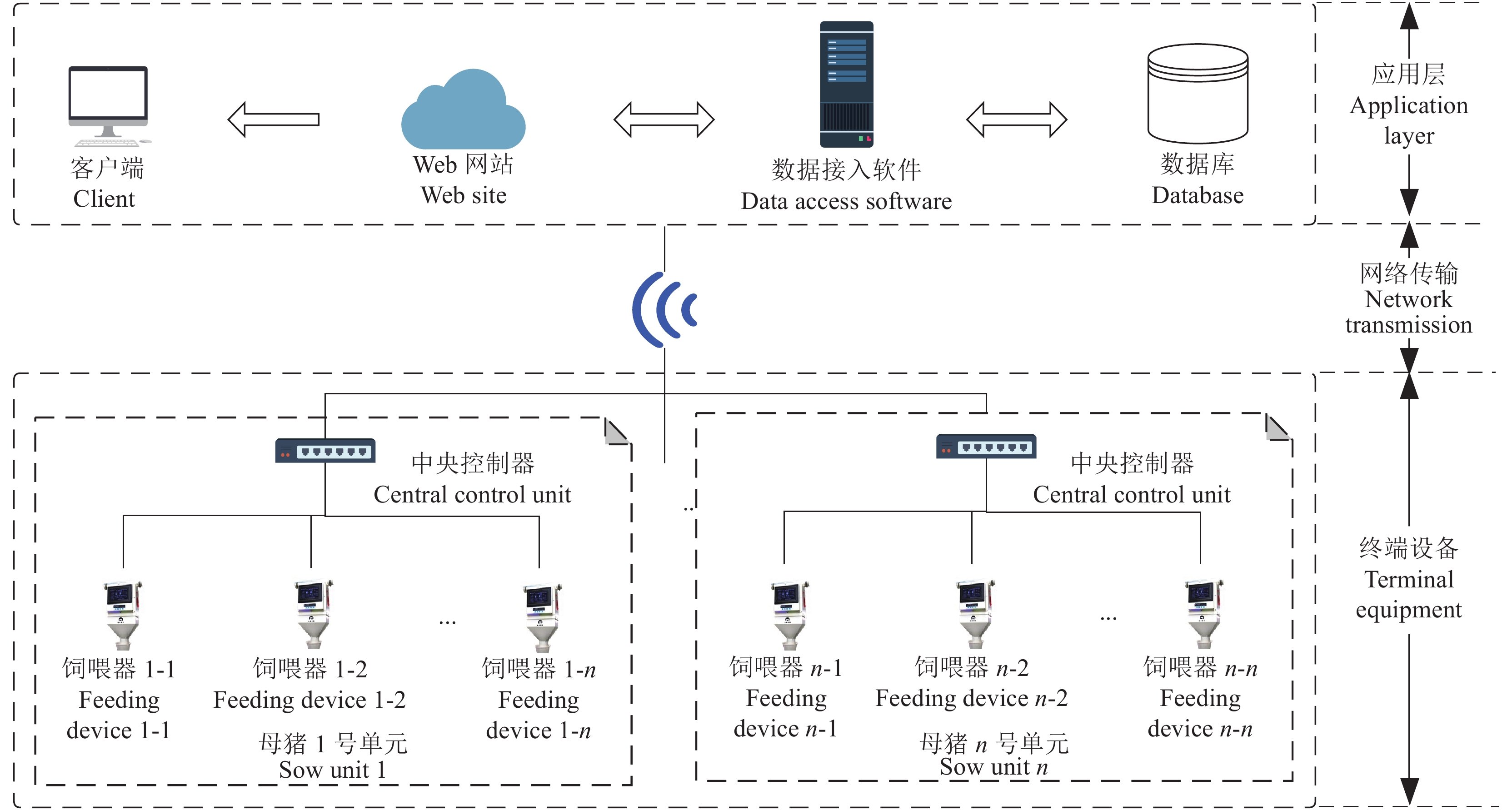
- 智慧農業:利用土壤墑情、氣象傳感器指導精準灌溉與施肥,節約水電資源,減少農業面源污染,提升碳匯能力。
- 環境監測:構建廣覆蓋的大氣、水質監測網絡,為碳排放核算、污染溯源與治理效果評估提供實時、精準的數據支撐。
三、 挑戰與未來展望
盡管前景廣闊,但實現大規模、高可靠、真正“綠色”的物聯網部署仍面臨挑戰:設備本身的綠色制造與回收體系尚未完善;極端環境下的性能與續航保障;海量設備接入下的網絡能效與數據安全等。
物聯網設備設計將更深入地與“雙碳”目標融合:
- 設計與材料的全生命周期評估(LCA)將成為標配,從源頭選擇低碳材料與工藝。
- “零功耗”或“負功耗” 設備成為研究熱點,能量收集技術更加成熟普及。
- 與數字孿生、人工智能深度融合,使物聯網設備不僅是數據采集器,更是能進行本地化智能決策的減排“執行單元”。
###
物聯網設備以其微觀的、分布式的存在,通過對“低功耗、精準檢測、超長待機”設計哲學的不懈追求,正在匯聚成一股宏觀的、系統性的綠色變革力量。它們如同遍布經濟社會肌體的“低碳神經元”,持續感知、傳遞并優化著能量與物質的流動,為實現“雙碳”目標提供著不可或缺的數字化、智能化基石。這不僅是技術發展的必然,更是我們走向可持續發展未來的主動選擇。